圓錐破碎機的動、定錐襯板既是重要部件,又是主要易損件。設計、制造合理的襯板,不僅能保障破碎機的生產效率,而且節約能源,節省人工和原材料,又能保證產品 。本文主要分析定錐襯板的磨損情況。

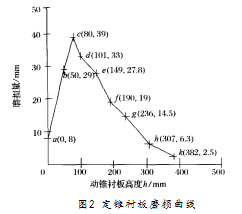
定錐襯板磨損示意圖如圖1所示,磨損曲線如圖2所示。
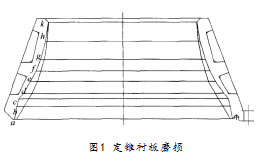
由上圖可知,定錐襯板不同位置的磨損量是不同的。k點到d點為漸變磨損區段,即定錐襯板曲線從頂端k點到d點磨損量逐漸增大,由于在這一區段上端k點左右,圓錐破碎機在破碎礦石過程中承受大塊礦石巨大的沖擊載荷,使其產生良好的表面沖擊硬化 (材質為高錳鋼),使襯板表面的硬度可高達500HBW,因此上端硬度值 。
K點以下直到d點,隨著大塊礦石逐漸被破碎成中塊乃至小塊, 破碎成產品要求的塊度,襯板表面所受沖擊載荷也逐漸減少,因此表面沖擊硬化程度越來越小,再加上腔型下部容積小于上部容積,破碎等量的物料,下部磨損比上部大。因此,磨損曲線從k點到d點呈近似線性變化趨勢,即磨損量k點小,d點 。
從d點到a點為腔型平行區段,也為非漸變磨損區段。在這一區段,隨著生產過程中動、定錐襯板表面的逐漸磨損,排料口間隙也隨之增大,為了保證產品 ,即粒度均勻,就必須向上(自動)調整動錐,這就使得動錐的尾椎進入定錐磨損后的空腔內, 使得部分尾椎與定錐磨損后的曲線形成新的排料口和平行區。
綜上所述,在腔型的平行區段,磨損量比其上部要大得多,磨損嚴重處為定錐平行區入口,即d點及以下區段和動錐襯板排料El及以上至e點這一區段。
相關文章:圓錐破碎機動錐襯板的磨損分析