動、定錐襯板是圓錐破碎機的主要工作部件,也是易磨損的部件。在圓錐破碎機的工作過程中,襯板受到眾多作用力的影響,易出現磨損現象,影響破碎機的正常生產及襯板的使用壽命。本文主要對動錐襯板的磨損情況進行詳細分析。

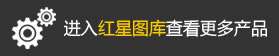
由動錐襯板的磨損示意圖(如圖1),及動錐襯板的磨損曲線(圖2)可知,動錐襯板不同位置的磨損量也是不同的。
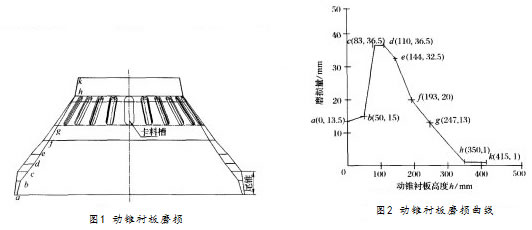
從k點到h點為入料口段,此段襯板曲線近似垂直(動、定錐曲線近似平行),因此在整個動錐向上調整過程中(壽命期內),入料口尺寸及入料粒度基本不變,所受沖擊載荷均衡,表面沖擊硬化程度基本一致,因此此區段磨損量變化不大。
從h點到c點區段為漸變磨損區段,上端h點承受大塊礦石的沖擊載荷大,此點表面沖擊硬化值 ,從h點向下直至c點,由于受沖擊載荷作用鑄件減小,表面沖擊硬化程度亦隨著減小,加上腔型間隙從上到下越來越小,因此磨損量為h點小,c點 ,且在這一區段,磨損曲線是近似線性變化趨勢。
從c點到a點區段(即尾椎段),為非漸變磨損區段。在這一區段,隨著動、定錐襯板表面的逐漸磨損,排料口間隙亦不斷增大。為了保證產品 ,就必定向上調整動錐,使動錐尾椎部分逐漸計入定錐空腔內,使得磨損后的動、定錐無線一次次形成新的破碎腔型,直至動錐尾部與定錐磨損后的曲線形成新的平行區和排料口尺寸。
綜上所述,在襯板磨損極限范圍內,雖原曲線不復存在,但由于動錐襯板磨損較一致,在生產過程中,隨著對排料口尺寸的自動調整,新的破碎腔型又一次次形成,這就保證了襯板磨損后的產品粒形與新襯板基本一致。如果想要了解圓錐破碎機定錐襯板的磨損分析,請點擊:http://www.vipcan.net/news/n220.html。